

Интернет-магазин "Оборудование из Китая"
Станки и промышленное оборудование
Новости


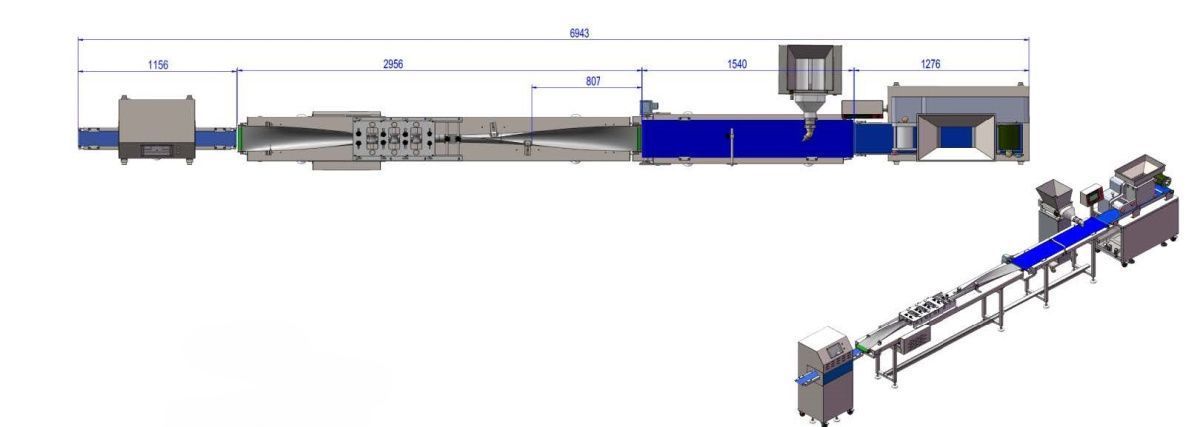
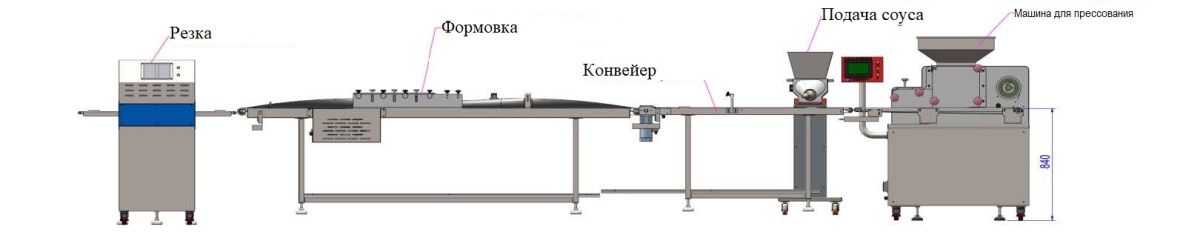
Тестируем для нашего клиента: линию для производства суши-роллов F20N.01
Тестируем линию для производства суши-роллов
16.07.2026

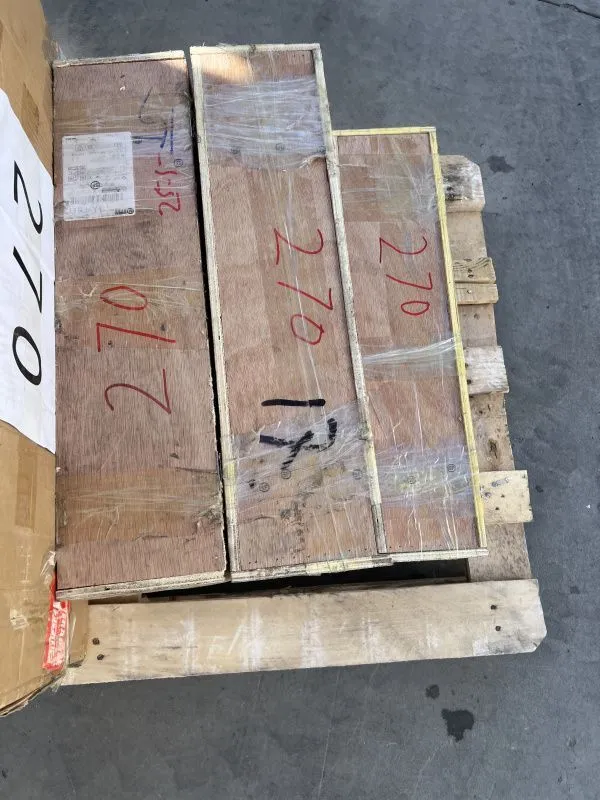
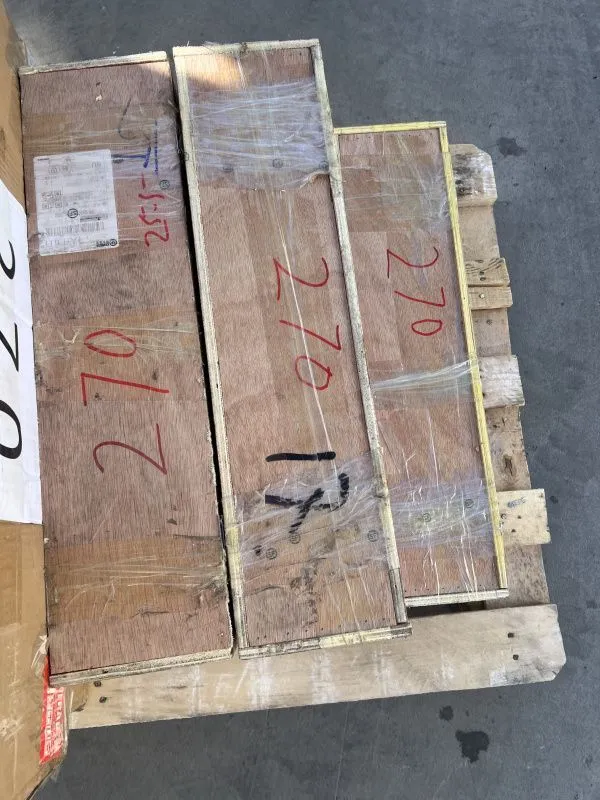




Отправляем пресс-формы для станка по производству пластырей
Отправляем пресс-формы для станка
14.07.2026


