

Литейная машина для ювелирных изделий


Машина для литья ювелирных изделий может использоваться для литья любых драгоценных металлов весом от 1 до 6 кг. Драгоценные металлы, такие как золото, медь и серебро, или любые другие изделия из металла можно обрабатывать с помощью этого продукта. Вакуумная машина для изготовления ювелирных изделий - это супер машина для литья ювелирных изделий, которую вы должны выбрать. Он сверхбыстрый и энергоэффективный.
Машина для литья ювелирных изделий гарантирует, что вам никогда не придется беспокоиться о плотности, усадке или наличии отверстий для воздуха в конечном изделии. Литейная машина оснащена газовой камерой, которая выпускает инертные газы под давлением. Это полностью исключает любую форму пористости или усадки. Тем самым придавая вашему конечному изделию безупречный внешний вид и нотку класса.
Сильное индукционное перемешивание делает золотой сплав более однородным.
- Этот продукт поставляется со встроенным пропорционально-интегрально-дифференциальным (ПИД) регулятором температуры. Это автоматически контролирует температуру всей системы после того, как ваши рабочие параметры полностью указаны.
- Машина для литья ювелирных изделий также способна мгновенно достигать максимальной температуры около 1600 ℃. Он также поставляется с температурным допуском ± 2 ℃.
- В конструкцию этого инструмента для литья ювелирных изделий также включен индукционный генератор мощностью 15 кВт. Этот генератор способен расплавить любой драгоценный металл или произведение искусства за 3-5 минут. Таким образом, повышается общая эффективность вашего процесса в сочетании с экономией инвестиций за счет потерянных сэкономленных часов.
- Существуют различные системы сигнализации. Они сигнализируют и автоматически останавливают машину при обнаружении любой формы отклонения от нормы. Эта функция обеспечивает безопасность оператора и машины.
- Этот продукт также имеет сравнительно больше места по сравнению с другими машинами для литья металла.
- С вакуумной литейной машиной качество вашего конечного продукта гарантировано. В довершение ко всему, для установки на самом деле требуется лишь относительно небольшое пространство из-за его небольшого и компактного дизайна.
- Когда вы готовы совершить покупку. У вас есть возможность выбрать полностью или полуавтоматизированную конструкцию в зависимости от того, что лучше всего соответствует вашим производственным потребностям.
Для литейной машины этой категории. Характеристики безопасности оборудования для литья ювелирных изделий являются одними из лучших, которые вы когда-либо получали на рынке.
| Источник питания | Однофазный 220В/трехфазный 380В, 50/60Гц | Однофазный 220В/трехфазный 380В, 50/60Гц | Три фазы 380В, 50/60Гц |
| Сила | 8,5 кВт | 15 кВт | 25кВт |
| Литейная система | Система вакуумного литья под давлением | Система вакуумного литья под давлением | Система вакуумного литья под давлением |
| Применимый металл | Золото, серебро, медь, латунь, бронза и их сплавы | Золото, серебро, медь, латунь, бронза и их сплавы | Золото, серебро, медь, латунь, бронза и их сплавы |
| Время плавления | 3-5 мин | 3-5 мин | 3-5 мин |
| Максимальная емкость | Золото 24К: 2,0 кг Золото 18К: 1,5 кг Серебро 925 пробы: 1,0 кг | Золото 24К: 4,0 кг Золото 18К: 3,0 кг Серебро 925 пробы: 2,0 кг | Золото 24К: 6,0 кг Золото 18К: 4,0 кг Серебро 925 пробы: 3,0 кг |
| Контроль максимальной температуры R-типа | 1600 ℃ | 1600 ℃ | 1600 ℃ |
| Максимум. контроль температуры k-типа | 1100 ℃ | 1100 ℃ | 1100 ℃ |
| Измерение | 720×700×1150 мм | 720×700×1150 мм | 720×800×1150 мм |
| Масса | 210 кг | 215 кг | 250 кг |
| Контроль температуры | по PID | по PID | по PID |
| Приложенное давление | Максимум. 0,1 МПа | Максимум. 0,1 МПа | Максимум. 0,1 МПа |
| Защитный газ | Азот или аргон | Азот или аргон | Азот или аргон |
| Вакуумный насос | 63 м³/час | 63 м³/час | 63 м³/час |
| колебание | Индукционный нагрев | Индукционный нагрев | Индукционный нагрев |
| Максимальный размер колбы | Д101*В254 мм | Нормальный D101*H254мм (индивидуально) | Нормальный D160*H254 мм (индивидуально) |
| Предельный вакуум | 10 гПа | 10 гПа | 10 гПа |
| Точность температуры | ±2 градуса Цельсия | ±2 градуса Цельсия | ±2 градуса Цельсия |
| Литье под перепадом давления | Д | Д | Д |
| Вакуумный фильтр | Д | Д | Д |
| Детектор утечки вакуума | Д | Д | Д |
| Проверка колбы перед заливкой | Д | Д | Д |
| Подъем колбы и камеры | Д | Д | Д |


10 преимуществ машины для вакуумного литья ювелирных изделий

Машина вакуумного литья ювелирных изделий из золота и серебра предназначена для литья ювелирных изделий.
Эта машина предназначена для удовлетворения более серьезных потребностей в производстве восковых отливок. Эта машина работает с новыми концепциями и имеет ряд преимуществ по сравнению с другими обычными машинами. Преимущества вакуумной машины для ювелирных изделий по сравнению с обычными машинами заключаются в следующем:
-
Сравнительно больше места для литья металла
-
Вакуумная плавка и литье выполняются на одной машине
-
Обеспечивает качественное литье металла
-
Сильное перемешивание для обеспечения равномерного цвета
-
Уникальный литейный цилиндр, отделенный от вакуумного устройства
-
Компактный дизайн
-
Аварийная система
-
Более быстрый процесс литья
-
ПИД-система контроля температуры
-
Доступны автоматические и полуавтоматические варианты
Как отливать ювелирные изделия с помощью оборудования для вакуумного литья ювелирных изделий?
Процесс литья по выплавляемым моделям является одним из наиболее эффективных методов производства ювелирных изделий. Многие эксперты считают его высокоэффективным методом, и его доминирование в создании нестандартных украшений, таких как кольца, браслеты и подвески, не имеет себе равных.
Оборудование для литья ювелирных изделий под вакуумным давлением является одним из многих методов литья по выплавляемым моделям, которые стимулировали использование литья по выплавляемым моделям в промышленности. Сотни известных производителей ювелирных изделий предпочитают использовать машину для литья по выплавляемым моделям с вакуумным давлением для литья таких металлов, как чистое золото, серебро, медь, платина.
Важно отметить, что отливка ювелирных изделий с использованием традиционных методов литья ювелирных изделий легко оставит готовое изделие, склонное к окислению, образованию пузырей и трещин, что делает процесс после отливки чрезвычайно громоздким.
С другой стороны, процесс вакуумного литья под давлением работает в закрытой среде. Это гарантирует, что вам не придется беспокоиться об окислении, уплотнении, усадке или пористости конечного продукта. Метод вакуумного литья обеспечивает высокую точность размеров и отличное качество поверхности. Подходит для литья ювелирных изделий сложной формы, небольших отверстий и тонкостенных ювелирных изделий.
Этапы литья ювелирных изделий с помощью оборудования для литья ювелирных изделий под вакуумом
- Первым делом необходимо подготовить восковые формы. Желательно, чтобы вы сварили восковые формы в дерево восковых форм (восковые формы можно копировать партиями с помощью машины для литья воска или печатать на 3D-принтере).
- Изготовьте форму для литья по выплавляемым моделям с помощью вакуумного порошкового смесителя.
- Используйте печь для выжигания воска, чтобы расплавить воск из формы.
- Расплавьте драгоценный металл и залейте весь гипс оборудования для вакуумного литья под давлением.
- Грубая деталь украшения формируется после остывания расплавленного воска.
- Удалите излишки гипса с помощью машины для очистки гипса, и вы сможете продавать свои украшения.
Вы можете воспользоваться услугами компании Метасила, чтобы получить универсальное решение для производственной линии. Производственный пакет включает руководство на месте, оборудование и инженеров, которые помогут вам масштабировать процесс.
Наша организация стремится решить ваши проблемы с литьем, предлагая пошаговое руководство по драгоценным металлам. Мы находимся в авангарде индустрии литья ювелирных изделий более 15 лет. У нас есть профессиональные и дотошные инженеры, услуги по обучению на месте и опыт литья более десяти лет.
Компания Метасила помогла построить десятки производственных линий для литья ювелирных изделий в таких странах, как Индия, Дубай, Австралия, Катар и т. д. Наши инженеры имеют богатый опыт в создании сложных и уникальных ювелирных изделий.
История драгоценных металлов
Не новость, что при упоминании слова «Драгоценные металлы» первое, что приходит на ум, это встречающийся в природе металлический химический элемент, имеющий высокую экономическую ценность. Драгоценные металлы являются одними из древнейших элементов земной коры.
Известные своей высокой инвестиционной и промышленной ценностью, мы хотели бы немного заглянуть в историю трех основных драгоценных металлов, используемых в ювелирном литье. Драгоценные металлы в нашем списке включают золото, серебро, стерлинговое серебро и платину.
Обладая несравненной рыночной стоимостью в различных отраслях, золото, серебро и платина считаются самыми востребованными драгоценными металлами всех времен.
Золото

Этот ковкий ковкий металл занимает 79-е место в атомной таблице. Золото, естественно известное своим ярко-желтым цветом, является наименее встречающимся в природе элементом среди всех драгоценных металлов, доступных в нашем списке, но, в отличие от любого другого драгоценного металла, его рыночная стоимость всегда растет.
Золото в основном используется в ювелирном деле, чеканке монет и искусстве. 50% используемого в мире золота было добыто в Витватерсранде, Южная Африка.
Часто отмеченный многочисленными древнегреческими текстами и литературой за его красноречие в медицинской, финансовой и технологической промышленности, его использование восходит к 40 000 г. до н.э.
Проследив свое происхождение до испанской пещеры в период позднего палеолита, золото получило широкое распространение в додинастический период Египта.
От медалей до трофеев, от идолопоклоннических артефактов до священных изделий, его использование проложило путь для заметного культурного и духовного подъема и роста.
Соответствующие факты о золоте
- Чистота золота определяется его весом в каратах.
- В океане содержится более 20 миллионов тонн золота.
- Следы золота содержатся в нашей крови
- Золото широко считается компонентом солнца.
Щепка

Блестящий металл, способный проводить тепло и электричество. Серебро занимает 47-е место в атомной таблице. Серебро, широко известное своей блестящей природой, является одним из самых ценных драгоценных металлов, используемых в ювелирном деле.
Обладая той же растворимостью, что и золото, большая часть производимой серебряной посуды и ювелирных изделий представляет собой комбинацию меди и серебра. Использование серебра восходит к 3000 г. до н.э. в додинастический период Египта.
Помимо известного влияния на производство ювелирных изделий и электроники, этот элемент обладает антимикробными свойствами, способными предотвратить накопление бактерий в тканях. 85% серебра, используемого во многих отраслях промышленности по всему миру, добывается в Перу и Мексике.
До появления бумажных денег серебро считалось жизнеспособным средством денежной торговли.
Соответствующие факты о серебре
- Потребление серебра может вызвать посинение бледной кожи.
- Отделить золото от серебра можно путем нагревания с солью.
- Обилие серебра в земной коре оценивается примерно в 0,08 частей на миллион.
- По сравнению с большинством других тяжелых металлов серебро обладает низкой токсичностью.
- Серебро играет важную роль во множестве известных медицинских приложений.
Платина

Вы устали изготавливать украшения из определенного металла? Платина — это семейство всех металлов {платина, иридий, палладий, рутений, родий и осмий}. Недавно включенная в процесс литья ювелирных изделий, платина входит в число наименее реакционноспособных металлов.
Платина была впервые использована в Древнем Египте для создания артефактов. Платина получила широкое распространение в Испании после того, как получила ярлык «маленькое серебро». Редкий процесс аффинажа платины не позволял ей получить заметное применение в ювелирной промышленности до 1900-х годов после изобретения кислородно-водородной горелки.
Многие эксперты признали благородный металл компонентом автомобильных каталитических нейтрализаторов. Южная Африка является домом для некоторых из крупнейших предприятий по добыче платины. Более 80% ежегодно используемой платины добывается в регионе.
Платина играет важную роль в создании противораковых препаратов из-за ее низкого уровня реактивности.
Соответствующие факты о платине
- Вес платины не окисляется
- Ежегодно производится всего несколько сотен тонн платины.
- Платина имеет шесть встречающихся в природе изотопов.
- Платина в промышленных масштабах получается как побочный продукт добычи никеля и меди.
- Платина обладает чрезвычайно высокой устойчивостью к потускнению и коррозии.
1.1, Когда начинается добыча и использование драгоценных металлов?
Из предыдущей главы вы могли заметить, что одной из ключевых характеристик каждого драгоценного металла является его редкость в земной коре. Драгоценные металлы смогли сохранить влиятельную позицию в прошлом благодаря своей непревзойденной способности создавать безупречный портфель, подходящий для любой инвестиционной политики с выгодной защитой от инфляции.
Добыча драгоценных металлов началась в Древнем Египте в 3600 г. до н.э. Хотя ни в одной книге по истории не содержится конкретных ссылок на первый драгоценный металл, добытый с поверхности земли, большинство книг по истории считают золото яблоком раздора, ссылаясь на его использование во всем мире.
Первая монета из драгоценного металла была отчеканена в 564 г. до н.э. царем Лидии Крезом. Добыча золота получила широкое распространение в Риме после того, как она была внедрена в их денежную систему в 58 г. до н.э. В 1717 году нашей эры Великобритания приняла стандарт чистого золота; через несколько лет после того, как в Мексике, Боливии и Перу было обнаружено огромное количество месторождений серебра.
К 1751 году нашей эры платина была признана во всем мире как химический элемент. Потребовалось несколько сотен лет, чтобы завоевать авторитетное место в качестве драгоценного металла. Золото служило защитным средством от радиации во время первого пилотируемого космического полета в 1961 году нашей эры. В 1967 году нашей эры монетный двор Южной Африки выпустил первую золотую монету в слитках для проведения транзакций. Южная Африка в настоящее время считается домом для известных предприятий по добыче золота и платины.

С начала 21 века драгоценные металлы стали самым востребованным средством для создания украшений и ювелирных изделий.
В то время как его влияние на торговлю по-прежнему столь же продуктивно, как и прежде, его растворимость и редкость позволили ему преуспеть во многих других отраслях промышленности по всему миру. От производства автомобилей, электроники и ювелирных изделий до инвестиций, химической и медицинской промышленности драгоценные металлы заняли доминирующее положение.
Валюты в обращении: долгая история драгоценных металлов в торговле никоим образом не обесценивалась. Современные хранилища по-прежнему используют золотые слитки и серебряные украшения при проведении денежных операций. Важно отметить, что среди длинного списка доступных драгоценных металлов только серебро и золото все еще находятся в обращении в качестве валюты.
Электричество и электроника: многие электронные устройства и приборы в наших домах содержат золотые и серебряные слитки. Известные во всем мире своей способностью проводить тепло и электричество, блестящие драгоценные металлы стали обязательным элементом в большинстве электронных компаний.
Инвестиции: что может быть лучше для обеспечения существенной отдачи от ваших средств, чем инвестирование в металлы, которые не могут быть воспроизведены мужчинами. В то время как инвестиции в бумажные деньги все еще жизнеспособны, как и прежде, их амортизируемая природа сделала их инвестиционную доходность несопоставимой с доходностью от золотых слитков.
Ювелирные изделия и украшения: начиная с 40 000 г. до н.э. драгоценные металлы использовались для создания египетских артефактов и орудий погребального обряда. Найти какую-либо ювелирную компанию 21 -го века, которая не использует какой-либо или все вышеперечисленные драгоценные металлы, невозможно.
1.2, Когда появляются драгоценные украшения
Наша предыдущая глава объясняла процесс добычи и известные виды использования драгоценных металлов в 21 -м веке. Поскольку мы теперь знакомы с фактами и цифрами, давайте углубимся в его использование в ювелирной промышленности.
При честном упоминании слова «ювелирные изделия» первое, что приходит на ум, — это кольца, ожерелья, серьги, подвески, браслеты, запонки и тому подобное. С незапамятных времен многие культуры и традиции наслаждались уважаемыми украшениями, которые сопровождают надевание дорогого украшения. Начиная от каури и заканчивая бисером, а теперь металлами и драгоценными камнями, ювелирные изделия претерпели свою долю роста и упадка с момента создания.
Спустя несколько лет после широкого использования драгоценных украшений в Египте сотни важных ремесел в Месопотамии были переработаны с использованием драгоценных металлов. Большинство драгоценных украшений, созданных в Месопотамии, представляли собой комбинацию драгоценных металлов и драгоценных камней. К 1600 г. до н.э. литье, скручивание стержней и изготовление проволоки стали популярным методом создания драгоценных украшений в Греции. Использование драгоценных колец в Греции резко возросло после персидской войны. Хотя персы не любили щеголять драгоценными украшениями, они широко использовались в качестве подарков и носились богатыми женщинами.
После завоевания римлянами тяжеловесное сусальное золото и серебро использовались для создания религиозных и политических украшений. Облегченное сусальное золото было принято при создании драгоценных украшений в средние века Византийской империей. На заре 17 века, когда торговля получила широкое распространение во всей Европе, возросло преобладание использования драгоценных металлов и драгоценных камней при создании украшений.
Рождение современной археологии в 18 веке привело к промышленной революции, которая предоставила представителям среднего класса доступ к захватывающим ощущениям, связанным с надеванием драгоценных украшений. Стиль модерн пришел к слиянию в конце 1890-х годов. Ар-нуво исследует использование драгоценных украшений в украшении домов и дорожек. Английское название ар-нуво — современный стиль.
Тихоокеанские регионы Северной и Южной Америки и Индии также имеют долгую историю ювелирных изделий. Драгоценные украшения получили широкое распространение в вышеперечисленных регионах около 2000 лет назад.
1.3. Драгоценные украшения в наши дни
Наука и технологии, несомненно, застали мир врасплох. Его доминирование почти во всех отраслях промышленности сделало возможными тысячи известных методов и стилей литья колец. Благодаря доступному программному обеспечению для 3D-печати рекламы стало возможным создавать многочисленные стили и дизайны ювелирных изделий из драгоценных металлов.
Длинный список дизайнеров, моды и тенденций проложил путь к созданию безупречных дизайнов драгоценных украшений. Соединенные Штаты считаются крупнейшим рынком ювелирных изделий с долей более 30%, в то время как Китай и Европа считаются влиятельными участниками мирового рынка.
Глава 2:Как выбрать лучшее оборудование для литья ювелирных изделий
Когда дело доходит до литья ювелирных изделий, первостепенное значение имеет метод, который вы выбрали. В отличие от большинства других известных процессов литья, литье ювелирных изделий требует строгого соблюдения и осторожности. Ошибки или небрежность во время кастинга могут стоить вам целое состояние. В то время как наш раздел часто задаваемых вопросов предназначен для того, чтобы помочь вам масштабировать каждый раз, когда вы сталкиваетесь с блокадой во время произнесения заклинаний, если вы уделите время тому, чтобы убедиться, что вы не сбились с пути во время процесса, это избавит вас от многих хлопот и стресса.
Вот несколько вещей, которые следует учитывать, прежде чем выбрать метод литья ювелирных изделий.
Подходящий материал для литья : ни один человек не хотел бы пройти через лихорадочный процесс литья, чтобы в конечном итоге получить ювелирное изделие с небольшой прочностью или устойчивостью к коррозии. Выбор правильного сплава потребует проверки формы, размера, текстуры и веса.
Конкретные требования к продукту: прежде чем погрузиться в литье ювелирных изделий, вы должны решить, как вы хотите, чтобы конечный продукт выглядел. Независимо от того, пытаетесь ли вы отлить украшение для себя или у вас есть огромная клиентская база, работа без доступа к требованиям к продукту и спецификациям может привести к просчетам в процессе литья металла.
Стоимость проекта/инструмента: тип требуемой машины для литья ювелирных изделий зависит от метода литья. Литье ювелирных изделий — это дорогое предприятие, поэтому, чтобы не оказаться в проигрыше, важно провести оценку стоимости проекта до начала процесса литья.
Восковое литье: среди всех известных методов литья, которые известные эксперты по литью ювелирных изделий использовали при создании ювелирных изделий с самого начала, восковое литье является одним из немногих, которые смогли выдержать испытание временем.
Техника воскового литья колец использует восковую модель определенного объекта при создании формы. После создания формы расплавленный металл заливается в созданную форму для изготовления скульптуры. Влиятельное положение воскового литья в создании небольших украшений любой формы и размера сделало его одним из самых востребованных методов литья всех времен.
Несмотря на то, что существует множество известных методов литья воска, мы сосредоточимся на двух методах литья ювелирных изделий из воска, работающих с методом литья ювелирных изделий по выплавляемым моделям {литье по выплавляемым моделям} «метод вакуумного литья и метод центробежного литья».
Сотни известных компаний по литью ювелирных изделий, разработанные для того, чтобы пользователи могли наслаждаться процессом без стресса и хорошо отполированным дизайном ювелирных изделий, используют продуктивное влияние, которое обеспечивают перечисленные выше методы литья ювелирных изделий.
Поскольку мы знакомы со всеми фактами, связанными с литьем воска, давайте перейдем к методам и процессам литья.
2.1, Метод вакуумного литья
Метод вакуумного литья предполагает использование вакуумных литейных машин для всасывания расплавленного металла в форму. Функционируя почти с тем же инструментом и процедурами, что и центробежный, метод вакуумного литья по выплавляемым моделям отличается требованием загрузки опоки во втулку внутри камеры, чтобы принудительный вакуум мог вдыхать расплавленный металл в форму.
Инструменты, необходимые для вакуумного литья
- Модельный воск: модельный воск представляет собой полностью горючий материал, который можно заполнить растворимым воском для полых форм. Работа с пустотой материала такой формы оставит место для остатков, которые весьма вредны для процесса литья.
- Воск для литника: это воск, используемый для крепления литника к основному литнику.
- Инвестиции: достаточное количество инвестиций, подходящее для литейного проекта сроком от одного до шести месяцев. Постарайтесь нанести лосьон для рук, прежде чем использовать голые руки, чтобы смешать вложения.
- Весы: лабораторные весы, которые можно использовать для взвешивания размера металла, воска и инвестиций, необходимых для работы.
- Смеситель: мощное смесительное оборудование для смешивания паковочной массы. Чаши и совка также будет достаточно.
- Устранитель пузырьков: вибрирующая платформа, способная устранять пузырьки внутри модели и инвестиции.
- Печь для выжигания: система печей для нагрева воска и паковочной массы.
- Горелка : кислородно-ацетиленовая горелка, способная плавить металлы.
- Защита глаз : темные очки, способные удерживать ваши глаза на безопасном расстоянии от молнии, вызванной факелом.
- Термостойкие перчатки и щипцы : вы не хотите использовать руки для извлечения нагретой колбы. Термостойкие перчатки и щипцы обеспечивают скорость и повышают эффективность.
- Тигель: кабина, достаточно большая, чтобы вместить столько расплавленного металла, сколько необходимо для процесса литья.
- Стержень для перемешивания : подходящий предмет, например, угольный стержень, для перемешивания расплавленного металла и удаления примесей.
- Флюс: Порошок буры или любой подходящий флюс для очистки колбы после выгорания.
- Галлоны воды: используются для охлаждения колбы после завершения процесса литья.
- Огнетушитель: на случай ненужного возгорания.
- Вакуумная литейная машина
Известный своей способностью производить большие серии функциональных материалов, первым шагом в вакуумном литье является размещение формы, состоящей из двух частей, в вакуумной камере. После того, как вакуумная камера освободит форму, конечный продукт затвердевает в печи.
Использование этого метода прототипирования гарантирует, что вы получите небольшое количество деталей-прототипов из полиуретана с очень точными результатами.
В отличие от большинства других методов литья ювелирных изделий, вакуумное литье имеет более короткие сроки производства. машины для вакуумного литья немного дороже, но покупка любой из них гарантирует, что вам не придется проходить строгую процедуру балансировки, которую требует другой метод литья по выплавляемым моделям.
2.2 Метод центробежного литья
Метод центробежного литья был в авангарде литейной промышленности на протяжении сотен лет. Первые машины для центробежного литья датируются 1807 годом. Обычно известные для литья полых труб и труб, плавный и эффективный стиль литья был внедрен в литье ювелирных изделий из воска.
Процесс центробежного литья ювелирных изделий предполагает использование центробежной силы для создания инерции, способной распределять металл в полую полость. Разработанный с колбой, помещенной в люльку на поворотном рычаге, прямо на одной линии с тиглем, выгорание расплава, происходящее из полой полости, зависит от частоты нагрева, индукции и горелки, используемой при плавлении металла. После достижения максимальной температуры плавления инерция уменьшается, и выгорание выливается в колбу.
Инструменты, необходимые для центробежного литья
- Модельный воск: модельный воск представляет собой полностью горючий материал, который можно заполнить растворимым воском для полых форм. Работа с пустотой материала такой формы оставит место для остатков, которые весьма вредны для процесса литья.
- Воск для литника: это воск, используемый для крепления литника к основному литнику.
- Основания литника и опока: опока достаточно большая, чтобы вместить форму, помещенную в систему печи.
- Инвестиции: достаточное количество инвестиций, подходящее для литейного проекта сроком от одного до шести месяцев. Постарайтесь нанести лосьон для рук, прежде чем использовать голые руки, чтобы смешать вложения.
- Весы: лабораторные весы, которые можно использовать для взвешивания размера металла, воска и инвестиций, необходимых для работы.
- Ручной миксер: мощное смесительное оборудование для смешивания инвестиций. Чаши и совка также будет достаточно.
- Устранитель пузырьков: вибрирующая платформа, способная устранять пузырьки внутри модели и инвестиции.
- Печь для выжигания: система печей для нагрева воска и паковочной массы.
- Горелка : кислородно-ацетиленовая горелка, способная плавить металлы.
- Защита глаз : темные очки, способные удерживать ваши глаза на безопасном расстоянии от молнии, вызванной факелом.
- Термостойкие перчатки и щипцы : вы не хотите использовать руки для извлечения нагретой колбы. Термостойкие перчатки и щипцы обеспечивают скорость и повышают эффективность.
- Тигель: кабина, достаточно большая, чтобы вместить столько расплавленного металла, сколько необходимо для процесса литья.
- Стержень для перемешивания : подходящий предмет, например, угольный стержень, для перемешивания расплавленного металла и удаления примесей.
- Флюс: Порошок буры или любой подходящий флюс для очистки колбы после выгорания.
- Галлоны воды: используются для охлаждения колбы после завершения процесса литья.
- Огнетушитель: на случай ненужного возгорания.
- Машина центробежного литья
Процесс литья, связанный с использованием центробежных колец для литья по выплавляемым моделям, зависит от поверхностного натяжения расплавленного металла. Для литья хрупких металлов потребуется больше усилий, чтобы машина могла создавать прочные формы.
При использовании метода центробежного литья крайне важно следить за силой, создаваемой центрифугой при создании формы. Чрезмерное усилие может привести к повреждению полой полости, в то время как слишком малое не сможет заполнить крошечные участки формы.
Центробежные машины требуют использования защитного ограждения, чтобы расплавленный металл не вытекал в ситуациях, когда происходит выброс. При обучении литью ювелирных изделий центробежным методом соблюдение приведенных ниже инструкций позволит вам избежать литья с несбалансированными опоками.
- Вставьте инвестиции в центробежную машину {не выгорание}
- Вдвиньте кабину в форму и вставьте в нее необходимое количество металла для опоки.
- Старайтесь держать центральную гайку ослабленной, чтобы избежать скрипа.
- Сделайте предпочтительную регулировку противовесов
- Убедитесь, что гайка груза хорошо затянута.
2.3, Другие традиционные методы литья
Литье по выплавляемым моделям, возможно, могло бы привлечь значительное количество людей и компаний к своим методам литья, но это еще не все. Другими известными процессами литья являются литье в гипсовые формы и литье в песчаные формы.
Литье в песчаные формы
Вы не найдете лучшего метода литья для литья небольших форм по выгодной цене. Литье в песчаные формы использовалось еще на заре Древнего Египта. Его зависимость от материалов на основе диоксида кремния позволяет пользователям получить доступ к процессу литья без разрывов и трещин. Благодаря включению глины в процесс литья в песчаные формы можно получить длительную гибкость на этапе охлаждения.
Литье в песчаные формы не дает много возможностей для создания украшений и ювелирных изделий, как литье по выплавляемым моделям. Его авторитет широко признан в автомобильной и жилищной промышленности. Среди всех доступных традиционных методов литья литье в песчаные формы является наиболее экономичным и подходящим методом литья черных и цветных металлов.
Литье в песчаные формы, с другой стороны, немного ненадежно с точки зрения точности. Получение точных измерений при отливке компонентов заданного размера и веса может держать вас за рулем весь день. Процесс литья в песчаные формы связывает объекты вместе с помощью глины, химических связующих или полимеризованных масел. Литье в песчаные формы не требует такого ухода, как другие методы литья.
Литье гипсовых форм

Литье в песчаные формы и литье в гипсовые формы имеют схожий процесс. Основное различие между процессом двухразливки заключается в используемом материале формы. Для литья в гипсовые формы используется гипс, упрочняющий состав и вода.
Этот процесс литья также требует использования антиадгезионных составов. Эти компаунды наносятся вокруг шаблона, чтобы избежать складирования с формой и заполнить трещины, которые могут возникнуть во время литья.
Хотя метод литья в гипсовые формы не обеспечивает восковых форм для литья ювелирных изделий, этот метод немного экономичен для литья больших форм. Литье в гипсовые формы дает пользователям более гладкую и точную поверхность, чем литье в песчаные формы.
Техника литья может использоваться только с цветными материалами с низкой температурой плавления. Большинство литейных компаний называют метод гипсовой формы дорогим из-за высокой стоимости обслуживания.
2.4 Сравнение нескольких методов литья
| Метод литья | Преимущества | Недостатки | Использование | Цикл выгорания |
| Метод вакуумного литья | Короткие сроки изготовления. Заметная степень точности. Гладкая поверхность. | Немного дорого. | ювелирные изделия, трубы, маховики, гильзы цилиндров. | 1600°F от 12 до 16 часов |
| Метод центробежного литья | Высокая степень точности. Способен создавать крошечные детали стен с точной геометрией. Чрезвычайно гладкая поверхность. | Довольно дорого. | украшения, трубы, маховики, гильзы цилиндров. | 1600°F от 12 до 16 часов |
| Метод литья в песчаные формы | Небольшие требования к обслуживанию. Может быть легко переработан. Подходит для литья черных и цветных металлов. | Низкий уровень точности. Создает изделия с шероховатой поверхностью. | Автомобильная и жилищная техника. | Меньше недели |
| Способ литья в гипсовые формы | Гладкая поверхность. Может отливать форму поверхности с тонкими стенками. Лучшая точность размеров, чем при литье в песчаные формы | Довольно дорого Высокая потребность в обслуживании | Литейное оборудование сложной геометрии | Меньше недели |
Что делать перед литьем драгоценных металлов
Литье драгоценных металлов может стать немного ржавым, если вы не знакомы с вовлеченными процессами. Даже при наличии огромного количества инструментов и машин, доступных в настоящее время, люди, приступающие к процессу литья, по-прежнему подвержены высокому риску получения травм без надлежащего оборудования.
Независимо от того, хотите ли вы научиться делать формы для литья серебра или оборудование для вакуумного литья ювелирных изделий уже под рукой, и вы хотите сразу погрузиться в литье драгоценных металлов, есть несколько вещей, которые необходимо принять во внимание, прежде чем приступить к работе. это предприятие.
Рассмотрим концепцию кастинга
Как и в любом другом проекте, первое, что нужно учитывать при литье драгоценных металлов, — это концепция. Создание работоспособной концепции позволит вам ориентироваться при разработке шаблонов.
Литье драгоценных металлов требует детального планирования и проектирования. Как только вы доработаете рабочую концепцию, вы можете использовать программное обеспечение САПР, такое как RhinoGold, JewelCAD или 3Design, для создания 3D-печатных моделей, которые соответствуют исходной концепции.
Создание воскового шаблона с помощью программного обеспечения САПР позволит вам получить представление о конечном продукте. Чтобы получить ювелирный восковой узор, подходящий для работы, важно использовать 3D-принтеры Resin при создании желаемых узоров.
Обеспечение того, чтобы процесс литья был безошибочным, является ключевой причиной, по которой многие известные литейные компании предпочитают создавать цифровую модель после разработки шаблонов с помощью программного обеспечения САПР. Цифровые модели могут быть созданы с использованием 3D-принтеров.
Выбор подходящей литейной смолы
Большинство ювелиров являются несгибаемыми наблюдателями традиций из-за непостижимой рыночной стоимости большинства старинных ювелирных изделий в последнее время. В то время как ежедневно создается множество новых дизайнов ювелирных изделий, важно, чтобы вы соглашались на литьевые смолы с возможностью работать в традиционном процессе. Доступны два основных типа 3D-принтеров с литой смолой: лазерный SLA и УФ-LCD.
Факторы, о которых следует помнить
- Используемый литейный материал.
- Для заполнения желоба можно использовать маленькие литники, которые не требуют особого труда по сравнению с большими литниками подачи.
- Важно убедиться, что спроектированная филигранная деталь является максимально самонесущей.
- Чтобы свести к минимуму силу расширения инвестиций, создание тонкостенных конструкций оболочек имело бы большое значение.
3.1. Получение чистых драгоценных металлов
3.1.1 Как получить чистое золото

Золото среди всех других драгоценных металлов является самым ценным. Он заработал заметную репутацию во многих отраслях. Драгоценный металл добывается в виде руды. Хотя чистое золото можно добыть только с поверхности земли, важно отметить, что в процессе добычи вы будете получать только золотые самородки, а для получения «чистого золота» вам придется следовать нескольким наборам инструкций.
Золотые самородки, также известные как руда, представляют собой комбинацию многочисленных минералов, таких как серебро, медь, платина и т. д. Чистое золото является конечным продуктом плавки и очистки царской водки.
Будучи добытым в виде руды, золотой самородок подвергается плавке {нагреву золотого самородка до точки плавления}. После процесса нагревания применяется процесс очистки царской водкой для удаления всех видов примесей из выплавленного золота.
Процедуры получения чистого золота
- На каждую унцию золота налейте в емкость 30 миллилитров азотной кислоты и 120 миллилитров соляной кислоты.
- Оставить на 6-8 часов.
- Используйте фильтровальную бумагу для удаления любых частиц, которые могла создать смесь.
- Смешайте один фунт мочевины с литром кипятка и смешайте с кислотой.
- Старайтесь проводить эту смесь медленно, чтобы не создать беспорядок из-за реакции образования пузырей.
- Смешайте еще литр кипятка с осадками. Убедитесь, что на каждую унцию золота добавляется равная унция осадителя.
- Перемешать до получения мутно-коричневого цвета смеси с резким запахом.
- Через 35–40 минут вы можете проверить наличие растворенного золота с помощью жидкости для обнаружения золота, палочки для перемешивания и бумажного полотенца.
- Вставьте палочку для перемешивания в смесь, затем положите край палочки на бумажное полотенце. Нанесите жидкость для обнаружения золота на влажное пятно, если получен темно-коричневый цвет, значит, золото еще предстоит извлечь.
- Подождите, пока смесь образует отдельные слои, затем вылейте на верхнюю поверхность. Под слоями лежит золото.
- Промойте водой, нашатырным спиртом, затем снова водой. Когда текстура будет восстановлена, вы получите чистое золото 99,9%.
3.1.2 Как получить стерлинговое серебро
Прежде чем мы углубимся в детали процесса получения стерлингового серебра, мы хотели бы уточнить один факт. Стерлинговое серебро не является чистым серебром. Стерлинговое серебро имеет чистоту 92,5%, в то время как чистое или чистое серебро имеет чистоту 99,9%. Литье серебряных колец в домашних условиях из стерлингового серебра даст вам украшение, содержащее медь, никель и цинк.
Обладая той же ковкой природой, что и золото, стерлинговое серебро представляет собой смесь меди и серебра. Поскольку медь занимает менее 8% драгоценного металла, многие предприятия и компании, занимающиеся литьем ювелирных изделий во многих частях земного шара, признали ее маркетинговую ценность. Хотя стерлинговое серебро отличается своей долговечностью, срок его службы никоим образом не может сравниться со сроком службы чистого серебра.
Большинство ювелирных изделий, отлитых из стерлингового серебра, покрыты чистым серебром, чтобы придать им блестящий характер. Чтобы пользователи могли легко отличить стерлинговое серебро от чистого серебра, большинство продаваемых серебряных слитков помечены инициалами, такими как 999 и 925, в зависимости от региона, из которого продается продукт. Серебряные слитки с маркировкой 999 представляют собой чистое серебро, в то время как слитки с меньшим номером содержат серебро указанной чистоты.
Процедуры, связанные с получением стерлингового серебра из традиционно изношенного оборудования.
- Наденьте защитное снаряжение и высыпьте свои серебряные предметы в кабинку.
- Поставьте кабину на печь.
- Нагреть до точки плавления {1763 градуса по Фаренгейту}
- После снятия с огня используйте графитовую палочку для перемешивания, чтобы удалить шлак, прилипший к верхней части расплавленного серебра.
- Вылить в форму по выбору, после остывания размешать в воде.
3.1.3 Как получить чистую платину
Хотя платина, возможно, не может похвастаться такой же рыночной стоимостью, как золото или серебро, ее редкость в земной коре и процесс добычи не похожи ни на что другое. Обычно извлекаемая из руд чистая платина представляет собой комбинацию минералов, таких как сперрилит и арсенид платины. Для получения унции чистой платины потребуется 12 тонн руды и минимум шесть месяцев. В отличие от большинства других драгоценных металлов, платина позволяет пользователям наслаждаться плотным металлическим элементом с высокой устойчивостью к коррозии.
Датируемый еще 700 г. до н.э., его применение охватывает индустрию литья ювелирных изделий, медицину, электронику и жилищное строительство.
Процесс извлечения чистой платины
Процесс извлечения платины довольно трудоемкий, прежде чем приступить к нему, необходимо потратить время, чтобы оценить стоимость.
- Основными платиносодержащими рудами являются сперрилит и куперит. После извлечения выбранной платиновой руды следующим процессом является дробление.
- Дробление добытой руды позволит вам получить гладкую поверхность, содержащую все драгоценные материалы, содержащиеся в руде.
- Затем отдельные соединения можно отделить от растворенной смеси в виде суспензии путем погружения в воду.
- Платина довольно плотная, поэтому можно с уверенностью сказать, что сырой продукт осядет на дно воды. После того, как он осядет, вылейте отдельные составы и оставьте сохнуть.
- На этом этапе концентрированная платина имеет чистоту 99%. Чтобы удалить оставшийся 1% примеси, нагрейте концентрат в электрической печи до 2732°F (1500°C).
- Вышеупомянутая процедура позволит вам удалить примеси, такие как железо и сера, извлечь примеси никеля и меди, вы можете использовать электролитические и химические методы.
- Чтобы растворить металлическую платину из минерального концентрата, вылейте извлеченную платину в смесь азотной и соляной кислот. При этом образуется концентрация платинохлористоводородной кислоты.
- Хлорид аммония можно использовать для превращения платинохлористоводородной кислоты в гексахлорплатинат аммония. При сжигании гексахлорплатината аммония образуется чистая металлическая платина.
3.2. Дизайн украшений
Поскольку мы знакомы со всеми фактами и цифрами, связанными с материалами, используемыми в литейных кольцах, давайте приступим к делу проектирования.
Как и в большинстве других начинаний, создание солидного ювелирного изделия потребует достаточно времени и средств. Прохождение обучения литью ювелирных изделий перед тем, как погрузиться в предприятие, позволит вам занять заметное место в конкурентной отрасли в течение ограниченного времени.

Как вы, возможно, уже знаете, идея правит миром. С огромным количеством доступных ювелиров, предложение творческих идей имеет важное значение при запуске. Чтобы найти подходящие идеи дизайна, вы можете изучить Интернет, магазины или даже личные украшения. Один из самых известных методов, который наиболее известные ювелиры используют для завоевания влиятельного положения перед конкурентами, — это проверка винтажных ювелирных изделий.
Ювелирные изделия могут быть изготовлены из бисера или драгоценных металлов. Дизайны украшений из бисера в основном изготавливаются в домашних условиях и не требуют напряженных процессов. Материалы, используемые при изготовлении украшений из бисера, - это драгоценный камень, нить, проволока, бусины, плоскогубцы и ножницы.
С другой стороны, драгоценные металлы требуют процесса формования и литья. Мы поговорим обо всех шагах и процедурах, связанных с литьем ювелирных изделий, в следующей главе, а сейчас мы хотели бы поговорить о подходящих устройствах для литья ювелирных изделий.
3.3, Выберите устройство
С такими инструментами, как машины для литья серебра и комплект для литья золотых колец, которые предоставляют компаниям и экспертам по литью ювелирных изделий экономящий время и экономически эффективный процесс литья, вам не составит труда научиться делать формы для литья серебра.
Независимо от того, предпочитаете ли вы традиционные литейные инструменты и оборудование использованию машин или вы предпочитаете машину для вакуумного литья ювелирных изделий центробежной машине для литья ювелирных изделий, наш список включает в себя необходимые инструменты и устройства. Вы можете выбрать предпочтительный дизайн от производителя по выбору.
- 3D-печать — САПР: машины для 3D-печати необходимы для печати шаблонов и литейных конструкций. С многочисленными вариантами 3D-машин, доступных для 3D-печати, вам не составит труда выбрать нужную CAD-машину.
- Печи для выжигания: невозможно провести успешный процесс литья без использования печей для выжигания. В нашем магазине доступны тонны электрических духовок для выжигания с программируемыми контроллерами.
- Наборы для литья: наборы различных размеров, которые помогут вам начать процесс литья.
- Сплавы и зерно: выберите предпочтительный литейный сплав и зерно. Может быть золото. Серебро, платина или любой другой металл на выбор.
- Расходные материалы для инвестиций : это включает в себя такие расходные материалы, как миксеры, столы, совки, таймеры, резиновые миски и тому подобное.
- Устройство для плавки металла: литейные горелки стали необходимым инструментом для литья ювелирных изделий из-за твердой природы большинства металлов.
- Принадлежности для пресс-форм : сюда входят ножи, зажимы для пресс-форм, рамы, смазка для пресс-форм и т. д.
- Фрезы для литников: выступающие детали из пластиковых профилей, деревьев и металлов могут стать головной болью, если не принять необходимые меры. Для устранения таких проблем можно использовать литниковые фрезы.
- Вулканизаторы: вулканизаторы очень важны для процесса формования, доступны в различных размерах и ценах, вы найдете множество подходящих вулканизационных машин в нашем магазине.
- Инжектор воска: чтобы избежать многочисленных распространенных дефектов, рекомендуется использовать производительное влияние инжектора воска во время литья.
- Инструменты для резьбы по воску: во время литья ювелирных изделий требуются тонны инструментов для резьбы по воску разной формы и размера, способных сохранять горячую или холодную текстуру.
- Воск для литника: для крепления литника к основному литнику при сборке дерева.
- Средства для удаления пористости: эти инструменты для литья ювелирных изделий используются при полировке металла. Способен заполнить проблемы с пористостью, которые могут возникнуть во время литья.
- Формовочная резина: формовочная резина или силикон, используемые при создании формы.
- Инвестиции: требуется адекватное инвестиционное предложение для создания смеси, используемой в литье.
- Опока и таз: опока и тазы для помещения формы и сплава в печь для литья.
- Оборудование для литья ювелирных изделий под вакуумом: подходит для литья ювелирных изделий методом литья под вакуумом.
Как делать украшения методом вакуумного литья
Многие ювелиры остановились на услуге литья ювелирных изделий по выплавляемым моделям из-за замечательного портфолио, которое они создали за эти годы. Широко известный метод вакуумного литья, который он предлагает, требует строгого соблюдения многочисленных шагов и процедур. Эта глава охватывает все, начиная от процесса изготовления восковой формы и заканчивая этапами полировки и очистки желаемого продукта.
Шаг 1. Изготовление восковой формы

Для традиционного создания восковой формы вам понадобится восковая скульптура с литниками, гипс, вода и контейнеры. Если все вышеперечисленные материалы под рукой, давайте погрузимся в процесс создания.
- Сделайте гипсовую смесь: одна примечательная инструкция, которая поставляется с большинством пакетов гипса, заключается в том, что пользователи должны добавлять воду в гипс, хотя это недалеко от истины, желательно, чтобы вы выполняли инструкции наоборот. Наливание воды на гипс создаст пузыри, которые могут испортить желаемый результат. Чтобы избежать такого сценария, старайтесь медленно вливать гипсовую смесь в воду.
- Время перемешивания: Вы можете перемешать смесь руками, чтобы убедиться, что вероятные комки хорошо растворились. Штукатурки довольно легкие и легко растворяются в воде. Для создания восковой формы нужна густая смесь. Покупка большого мешка гипса перед тем, как приступить к работе, будет иметь большое значение.
- Вставьте восковую скульптуру: после получения густого раствора вставьте ювелирную восковую скульптуру {скульптура вниз, литники вверх} в смесь. При вставке старайтесь, чтобы воск не касался дна или стенок контейнера. Держите литники посередине, пока не почувствуете, как смесь схватилась за них.
- Оставьте гипс затвердевать (может потребоваться от 6 до 12 часов).
- Удалите плесень из контейнера.
- Растопите воск в обычной духовке.
- Чтобы легко отделить желаемую восковую форму от смеси, вы можете использовать вулканизаторы. Установите вулканизатор на 315 градусов по Фаренгейту и дайте форме нагреться. Во время этого процесса обязательно поворачивайте ручку вулканизатора. Дайте каждому слою формы нагреться в течение примерно 5 минут, затем дайте остыть. Вы можете вытащить восковую форму, потянув за выступающий литник.
Если вы ищете модель отливки, которая экономит средства и время, способна выполнить сложную задачу и обеспечить гладкие поверхности, то традиционного стиля изготовления восковых форм будет недостаточно.
Используйте 3D-принтеры

С сотнями 3D-принтеров, предлагающих ювелирам множество дизайнов и стилей для отливки моделей, вам не составит труда разработать прототип с помощью заливаемой смолы. Материал для 3D-печати позволяет ювелирам превращать цифровые дизайны в 3D-отпечатки, пригодные для литья.
3D Castable Resin и 3D Not Resin Castable Resin
Пресс-формы для 3D-литья смол изготавливаются из легковоспламеняющихся органических веществ, нерастворимых в воде, которые получают из деревьев и других растений. Литейные смолы 3D обеспечивают гибкий график выгорания, но требуют строгого соблюдения инструкций производителя при покупке материалов, необходимых для инвестиций.
3D not Castable Resin изготавливается из искусственного материала, полученного из различных органических полимеров, таких как нейлон, ПВХ, полиэтилен и т. д. Его в основном называют устаревшим продуктом, для которого требуется более конкретный и щадящий график выгорания.
Заливка воска в форму
После создания выбранного шаблона с помощью подходящей литой смолы 3D вы можете легко вставить воск в форму с помощью инъектора воска. Использование машины для литья воска позволяет вводить воск в форму, не деформируя ее форму. Эта процедура подходит для создания дубликатов восковых форм.
Шаг 2. Изготовление восковой формы дерева
Следующим этапом является создание дерева восковой формы. Если вышеперечисленные процедуры были соблюдены в точности, вы бы преуспели в создании восковых форм, пригодных для построения воскового дерева. Чтобы традиционно создать восковое дерево модов, вам нужно было бы прикрепить отпечатки после обработки к основному восковому литнику с помощью липкого воска.
Во время этого процесса вы можете столкнуться с трудностями при попытке соединить многочисленные отпечатки с восковым литником. Вы можете использовать суперклей или быстросохнущую эпоксидную смолу, чтобы исправить такие проблемы.
После создания дерева восковой формы, похожего на ваш первоначальный дизайн, очень важно, чтобы вы вставили дерево формы в раствор для удаления пузырьков и подождали, пока оно не восстановит сухую текстуру, прежде чем продолжить.
Шаг 3. Изготовление гипсовой формы
Гипсовые формы отличаются редкой способностью дублировать конструктивно сложные объекты. Если ваш ювелирный дизайн немного старомоден или немного необычен, то изготовление гипсовой формы позволит вам заранее определить подходящий процесс литья.
Поскольку вы уже знакомы с тем фактом, что гипс в жидком виде чрезвычайно пластичен и может выдерживать высокую температуру нагрева, давайте углубимся в процесс изготовления формы. Чтобы сделать гипсовую форму традиционным способом, вам потребуется объект для дублирования, клей, глина для лепки или аналогичный материал, спрей для лепки, кисть, пластиковая коробка с четырьмя углами, бумажная тарелка, пластилин Play Doh, воск и кипящая вода.
Шаги, связанные с изготовлением гипсовой формы традиционным способом
- Прежде всего, найдите контейнер, достаточно большой, чтобы в него поместилось количество гипса, необходимое для объекта, который вы хотите продублировать. Обрежьте периметр по размеру и приклейте к защитной решетке с помощью клея. Убедитесь, что высота контейнера, который вы используете, выше объекта, который вы собираетесь дублировать.
- Вставьте пластилин в созданный периметр, затем поместите на него объект, который хотите продублировать. важно убедиться, что пластилин не покрывает более половины объекта. Кроме того, убедитесь, что объект не содержит каких-либо отверстий. Это может вызвать осложнения во время экстракции.
- Создайте искусственную трубу по периметру объекта, чтобы создать место для заливки расплавленных материалов, когда гипс затвердеет. Чтобы получить удовольствие от легкого выравнивания двух гипсовых частей после создания, вы можете использовать конец предмета, похожего на карандаш, чтобы создать углубления вокруг пластилина.
- Нанесите спрей для форм вокруг объекта, пластилина и контейнеров по периметру, чтобы их можно было легко удалить после изготовления гипсовой формы.
- Смешайте гипсовую форму с водой и постоянно помешивайте, чтобы не было комочков. Вы можете использовать смеситель для порошка, чтобы ускорить процесс. Когда текстура вкуса приобретается, аккуратно перелейте в контейнер. Старайтесь выливать смесь из определенного угла и дайте ей течь по контейнеру естественным образом, чтобы избежать образования пузырьков.
- После заполнения отделите периметр от защиты от переливов, переверните пластырь на другую часть и повторно приклейте. Выньте пластилин и объект из гипсовой формы и выполните ту же процедуру при создании второй части.
- Удалите объект и пластилин из второй части после того, как он затвердеет. Соедините гипсовую восковую форму, связав веревкой. Растопите воск {или любой материал по выбору} в духовке и залейте в гипсовую форму. Старайтесь быть максимально осторожным, чтобы не пролить жидкость на палец.
- Подождите, пока воск или используемый материал затвердеют. Вы можете облить поверхность гипса кипятком, чтобы удалить пролитую жидкость. Аккуратно откройте гипсовую форму.
Использование смесителя для порошков
Традиционный метод смешивания гипса с миской и водой может показаться интересным, но его использование может оставить пузырьки, способные вызвать флюс во время создания ювелирных изделий. Чтобы избежать хлопот с пузырьками и каплями воды, изучение возможностей, которые предлагает вакуумный смеситель для порошков, будет иметь большое значение. Большинство порошковых смесителей могут вместить максимум 5 штук 12,7*25,4 см и одну штуку 45*35 см.
Выгореть
После получения желаемого раствора с помощью вакуумного смесителя для порошков вылейте форму в литейную опоку. При работе с рекомендованным графиком выжигания все, что необходимо, — это вставить литейную опоку в нагревательную печь. Обычно это занимает часы. рекомендуется использовать хорошо вентилируемую печь, чтобы гарантировать достаточный поток воздуха внутри камеры.
Шаг 4, Процесс плавления и литья
Процесс плавления и литья подводит итог всей работе. Поскольку наше основное внимание уделяется машинам для литья ювелирных изделий под вакуумом, просто выполните следующие действия, и все готово.
- Удалите восковую форму из нагревательной печи после выгорания.
- Поместите восковую форму в литейную камеру ювелирной машины с вакуумным давлением.
- Начните плавку и литье металла в условиях вакуума и давления.
- Условия инертных газов, на которых работает машина, позволяют избежать окисления во время литья.
- Когда металл расплавится, выньте опоку и поставьте ее на литейную подушку.
- Отставьте колбу в сторону, чтобы она остыла.
Шаг 5. Мойка и полировка
Вы закончили процесс литья, и ваше украшение готово, но выглядит не так красиво, как вам хотелось бы. Чтобы получить аутентичную природу изысканных украшений, вам придется мыть и полировать их.
недавно отлитая деталь. Вот список инструментов, необходимых для мытья и полировки ваших украшений.
- Ювелирная пила
- Карборундовая бумага
- Супер соленья и соленья
- Абразивы
- Полировальные составы
Шаги, связанные с очисткой
- Используйте ювелирную пилу, чтобы отрезать литник
- Отшлифуйте оставшиеся литники на украшениях с помощью карборундовой бумаги и насадок.
- Поместите украшение в концентрированный раствор маринада, чтобы удалить осадок.
- Используйте стальную, латунную или проволочную щетку, чтобы очистить оставшуюся паковочную массу в зависимости от ее шероховатости.
- Очистить средним абразивом, например, наждачной бумагой.
- Используйте полировщик, чтобы отполировать деталь.
- На этом этапе вы бы приобрели хороший кусок. Вы можете использовать круги из кратекса, чтобы поставить крест на любых дефектах, которые могут остаться.
Использование чистящей машины
Если вышеописанный процесс кажется немного беспокойным или отнимающим много времени, вы можете уменьшить количество хлопот, используя чистящую машину. В нашем вестибюле доступны различные типы чистящих машин, способных придать вашим украшениям сверкающую природу, которую вы желаете.
После очистки пришло время отполировать приобретенный предмет. Для полировки можно использовать абразивные полировальные пасты, такие как боббинг, триполи и красная румяна. Чтобы придать изделию блестящий характер, постарайтесь отполировать его перечисленными выше абразивами в соответствии с порядком написания.
Шаг 6. Прецизионная обработка
Имея сотни производителей оборудования для литья ювелирных изделий, вы наверняка столкнетесь с тысячами известных машин для литья ювелирных изделий. Чтобы наслаждаться процессом литья без стресса, вы должны быть готовы пользоваться машинами от лучших поставщиков в вашем регионе.
ООО Метасила предоставляет технические производственные услуги, которые необходимы для создания и проектирования машин, деталей, инструментов и другого оборудования, необходимого в современном производстве для поддержания контроля процесса и допусков, которые функционируют в чрезвычайно жестких спецификациях.
Сосредоточившись в основном на оборудовании для литья ювелирных изделий, вы можете ожидать, что найдете широкий спектр восковых машин для ювелирных изделий, машин для литья колец, машин для чистки ювелирных изделий, машин для литья воска и т. Д. В нашем наборе для литья ювелирных изделий.
Глава 5:Как процесс вакуумного литья решает проблемы, связанные с процессом литья
Оборудование разработано, чтобы предоставить универсальную услугу литья для вашей линии литья драгоценных металлов. Наши машины, известные своей репутацией среди многочисленных известных брендов, оснащены функциями, способными обеспечить исключительный опыт литья как для отдельных лиц, так и для компаний.
Благодаря большому количеству оборудования для литья ювелирных изделий, круглосуточной службе поддержки и профессиональной команде по исследованиям и разработкам, которые позволяют нам идти в ногу с постоянно меняющимся темпом цифрового мира, вы можете рассчитывать на максимальную надежность предоставляемых нами услуг.
5.1, Воздухововлечение в воске
Попадание воздуха в воск является одним из наиболее распространенных дефектов, которые могут возникнуть при литье ювелирных изделий. Этот дефект может возникнуть в ситуациях, когда ювелиры работают с недостаточной системой вентиляции формы.
Его банальная способность оставлять вас в неведении о его присутствии во время литья повлияла на процесс литья сотен прекрасных украшений. Этот дефект ювелирного литья может возникать двумя способами;
Во время впрыска воска в форму
Воздух, поступающий в пресс-форму через внешние источники.
Вовлечение воздуха обычно происходит из-за того, что воздух не может найти выход во время заброса. Воздух, который захватывается во время впрыскивания парафина или из внешних источников, создает комки и воздушные полости в затвердевшем парафине.
Проблема вовлечения воздуха также может возникнуть в тех случаях, когда система печи, используемая при литье, не работает на оптимальном уровне.
Как определить воздухововлечение в парафине
В то время как глаза остаются нашим самым надежным активом при попытке определить проблемы со зрением, вам может быть трудно ориентироваться в дефектах вовлечения воздуха в восковой банке только благодаря его навигационным способностям.
Рекомендуется, чтобы ювелиры, желающие выявить проблемы с вовлечением воздуха, использовали микроскоп, но в ситуациях, когда микроскоп не под рукой, вы проверяете очевидные симптомы, такие как выступающие углубления вдоль поверхности ювелирных изделий.
Обратите внимание, что размер полости на воске зависит от того, насколько глубоко воздух вовлечён в воск.
Эффекты вовлечения воздуха в парафин
Может привести к образованию пузырьков в структуре украшения.
Проблемы разрывов внутри структуры легко возникнут
Ослабляет текстуру конструкции
Изготовленные ювелирные изделия легко ломались под нагрузкой
Возможные решения
Избежать проблем с вовлечением воздуха может быть немного сложно, но вполне возможно. Один из самых простых способов избежать проблемы вовлечения воздуха — это проверить надежность системы вентиляции формы перед литьем.
Регулярная очистка прокладок и других частей системы печи также имеет большое значение для предотвращения возникновения проблем с вовлечением воздуха. Полости, вызванные пузырьками воздуха, можно исправить, заполнив пузырьки очень горячим заостренным предметом.

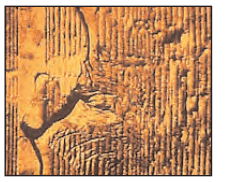
5.2, Морщинистая поверхность
Морщинистая поверхность является наиболее распространенным дефектом литья ювелирных изделий. Известный как дефект «процесса выгорания», ювелиры, которые спешат завершить процедуру литья по выплавляемым моделям, подвергаются высокому риску столкнуться с этим дефектом.
Ни для кого не новость, что стены печи — самая горячая часть интерьера. Размещение фляги близко к стенам создаст место для проблем с морщинистой поверхностью. Морщинистая поверхность обычно возникает на поверхностях, предназначенных для более горячего нагревания, чем другие части колбы.
Вставка колбы в печь без надлежащего наблюдения за ее положением может привести к появлению складок на поверхности.
Как определить морщинистую поверхность
Мы не думаем, что вам понадобится словарное определение морщины, чтобы получить приемлемое представление о том, как выглядит дефект морщинистой поверхности. Дефекты морщинистой поверхности, особенно возникающие на поверхностях, подвергающихся воздействию более высокой температуры во время выжигания, в большинстве случаев ограничиваются определенной частью изделия.
Эффекты морщинистых поверхностей в воске
Хотя нет подтвержденных данных о том, что дефект морщинистой поверхности может отрицательно повлиять на механическую прочность или микроструктуру изделия, его терпимость, несомненно, приведет к тому, что конечный продукт будет иметь грубый и отвратительный вид.
Возможные решения
Чтобы избежать проблем с морщинистой поверхностью, перед нагревом системы печи убедитесь, что колба расположена в ее центре. Надлежащее воздействие тепла на каждую часть колбы значительно снижает вероятность образования складок на поверхности.
Для придания гладкости дорогому изделию, теряющему свою ценность из-за дефекта морщинистой поверхности, пригодится тщательная шлифовка и полировка поверхности.

5.3, Дефекты построения дерева
Процесс построения дерева — один из немногих, в которых вы не можете позволить себе ошибиться.
Среди длинного списка дефектов механизмов, с которыми ювелиры склонны сталкиваться во время литья, ошибки при построении дерева широко рассматриваются как распространенная причина.
Ошибка построения дерева, несомненно, повлияет на конечный продукт вашей работы. Очень важно, чтобы вы потратили как можно больше времени на то, чтобы ваше восковое дерево было построено надлежащим образом.
Выявление дефектов построения дерева
Точно так же, как эффект построения дерева может проявляться разными способами, ювелиры также могут легко идентифицировать изделие, лишенное этого механизма дефекта, по-разному.
Известно, что хорошо изготовленное ювелирное изделие, не имеющее дефектов строения дерева, обладает гладкими и бесшовными точками соединения дерева и воска, способными обеспечить изделие без морщин на поверхности.
Известно, что предметы с этим дефектом имеют недопустимое расстояние внутри воска и выступающие части, которые могут сломаться при контакте с усиленным теплом.
Вы можете визуально проанализировать изделие для литья ювелирных изделий, чтобы убедиться, что точки соединения дерева надежно склеены, не оставляя места для выступающих частей, способных образовывать полости при отрыве.
Последствия дефектов построения дерева
Влияет на механическую прочность конечного продукта.
Оставляет место для легкой поломки украшений при воздействии стресса.
Возможные решения
Никому не приходит в голову мысль о создании уникального ювелирного украшения, которое легко ломается или выходит из строя.
В отличие от большинства других процессов изготовления ювелирных изделий, ювелирам рекомендуется проявлять особую осторожность при создании воскового дерева. Мы знаем, что этап моделирования и соединения может быть головной болью — мы уверены, что вам не составит труда сориентироваться, если вы хотите получить исключительное изделие.
В сценариях, где дефект строения дерева легко бросается в глаза, вам придется расплавить и снова вставить воск в дерево, чтобы получить прекрасное украшение.
5.4 Дефекты депарафинизации
Да, мы знаем, что вы хотите испытать волнение, связанное с поднятием в руки вашего первого украшения.
Время и деньги также могут быть сэкономлены компаниями по литью ювелирных изделий, работающими с ускоренным инвестиционным процессом.
Но по опыту советуем – не торопить процесс инвестирования.
Депарафинизация дефектов может возникнуть в результате ускоренного процесса заливки. Депарафинизация, широко известная своими жидкими следами, которые она оставляет на поверхности отливки, влияет на механическую текстуру конечного продукта.
Выявление дефектов Dewax
Ювелиры могут визуально идентифицировать дефект депарафинизации ювелирных изделий, проверяя поверхность ювелирного изделия после отливки на наличие водяных знаков.
Плохая паковка обычно вызывает обтекание поверхности жидкостью. Эта текущая струйка жидкости способна оставлять водяные знаки после застывания.
Последствия дефектов Dewax
Многочисленные исследования дефектов депарафина показывают, что ювелирам не о чем беспокоиться, так как он не выходит за пределы поверхности отлитого изделия.
Это можно назвать вероятным в тех случаях, когда дефект депарафинизации затрагивает минимальную часть отлитого изделия, но в сценариях, когда дефект чрезвычайно бросается в глаза, важно отметить, что вы можете легко получить готовый продукт, практически не имеющий механической текстуры. .
Возможные решения
Как мы уже говорили, этому дефекту подвержены ювелиры или ювелирные компании, работающие с минимальными временными или финансовыми затратами в процессе литья по выплавляемым моделям.
Чтобы избежать антагонистического характера этого механизма дефектов, важно, чтобы вы инвестировали столько средств и времени, сколько требуется, в процесс литья по выплавляемым моделям. Предостережения и сознательные усилия по увеличению времени обработки паковочной массы также могут предотвратить любую возможность возникновения дефекта Dewax.
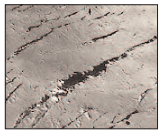
5.5 Холодные остановы
Как следует из названия, дефекты «холодного закрытия» могут оставить вас врасплох, если вы потратите несколько часов или даже дней на отливку прекрасного ювелирного изделия, если не будут приняты надлежащие меры предосторожности.
Дефект холодного закрытия может быть вызван низкой температурой литья сплавов или металлов, используемых при литье. В отличие от морщинистых дефектов поверхности, вызванных неравномерным нагревом, холодные затворы срабатывают на участках колбы, практически не подвергающихся воздействию тепла.
Многие литейные компании относятся к холодным затворам как к зазорам, возникающим в местах, где расплавленный металл не может смешиваться. Эти зазоры возникают в результате турбулентности, возникающей перед затвердеванием, области, в которых поток расплавленного металла практически не оседает, подвержены дефектам холодного закрытия.
Выявление дефектов холодного закрытия
Вам не понадобится микроскоп, чтобы обнаружить порочную природу холодных затворов. Взгляд на литой предмет с дефектом холодного закрытия направит ваш разум в правильном направлении.
Характеризующиеся несплошностями, многие ювелиры ошибочно принимают дефекты холодного закрытия за трещину. Чтобы различать их, рекомендуется смотреть на края отлитого предмета, дефекты холодного закрытия могут занимать ощутимую часть поверхности объекта, но края всегда не затрагиваются.
Холодные закрытые рощи также можно определить по видимому рисунку. Вызванный расплавленными металлами, которые не могут смешиваться во время турбулентности, более пристальный взгляд на его рисунок даст вам видимый вид двух расплавленных металлов, текущих навстречу друг другу, но останавливающихся на полпути из-за неадекватной турбулентности потока.
Влияние дефектов холодного закрытия
Холодные швы обычно создают пространство внутри материала, неизбежно оставляя его механически ослабленным.
Материалы с холодными закрытыми дефектами легко расширяются или разрушаются под нагрузкой.
Из-за разрывов обработанная деталь будет иметь шероховатую поверхность. Хотя полировка и шлифовка могут придать ему привлекательный вид, качество его поверхности остается ниже аналогов.
Возможные решения
Чтобы избежать морщин на поверхности, которая может возникнуть из-за дефекта холодного закрытия, размещение опоки в середине печи очень важно.
Холодный затвор - это дефект, вызванный низкой температурой в печи, увеличение интенсификации печи может иметь большое значение для решения проблемы.
Примите меры предосторожности, чтобы не увеличить температуру выше желаемого градуса, иначе вы можете получить множество других распространенных дефектов после литья.
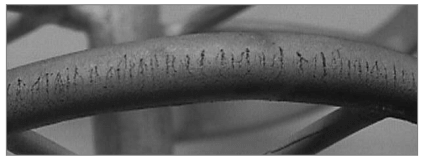
5.6, Трещина
Чрезмерное приложение напряжения к поверхности материала является одной из основных причин трещин. Этот механизм дефекта, известный своим сложным характером поедания отлитого материала изнутри, связан с плохой поверхностью труб, изготовленных методом непрерывного литья в слитки.
Медленно разрывая материал изнутри, при литье почти не замечаются трещины. Вы можете наслаждаться плавным и эффективным забросом, почти не зная, что гладкая поверхность, которая видна, является иллюзией.
Трещины обычно становятся видимыми, когда к материалу прилагается достаточное усилие при завершении процесса литья.
Выявление трещин
Трещины в большинстве случаев представлены длинными непрерывными растяжениями, разрывающимися и переходящими в более мелкие. Есть декорации, где ювелиры могут наткнуться на мелкие трещинки, разбросанные по всему материалу. Трещины, несомненно, относятся к тем немногим дефектным механизмам, которые могут заставить вас начать все сначала. Его способность проникать глубоко в ювелирные изделия снижает производственную ценность и влияние на рынок.
Влияние трещин на материалы
Из-за возможных сегрегаций, которые могут возникнуть в результате трещин, микроструктура и уровень зернистой структуры отлитого материала в большинстве случаев остаются под вопросом. Этот механизм дефекта нацелен на механическую прочность материала. Промежутки и незакрепленные концы, которые он создает, не оставляют ювелирам много места для получения конечного продукта, который можно назвать «стоящим хлопот».
Вероятное решение
Хотя вы можете легко столкнуться со сценариями, в которых вы не заметите никаких признаков трещины, пока не начнете полировать или чистить изделие, уделение как можно большего внимания деталям в процессе литья может позволить вам наслаждаться эффективным процессом литья без этого. дефект.
Одной из основных причин появления трещин является приложение чрезмерной нагрузки на материал. Во время литья прикладывайте столько силы, сколько требуется. Старайтесь избегать приложения неоправданной силы/напряжения к материалу.
5.7, Поры и включения
Если вы планируете получить исключительную фигуру после многочасового кастинга, возможно, вам стоит забыть об этом.
«Нельзя заниматься кастингом торопливо или придирчиво»
Требуется достаточное время и подготовка. Поры и дефекты включения могут привести к сценариям, когда ювелиры уделяют больше внимания конечному изделию, чем вовлеченным процедурам.
Поры и дефекты включения могут возникать при заливке жидкости в форму, при заливке паковочной массы или при построении воскового дерева. Этот дефект оставляет место для высокой температуры, чтобы сломать хрупкие металлические детали.
Идентификация пор и дефектов включения
Включения обычно занимают поверхностное пространство, в то время как поры рассматриваются как пустые пространства, которые оставляет удаленное включение. Этот дефект примечателен своей способностью существовать только при удалении включения на поверхности.
Для выявления этого дефекта ищите видимые поры в виде удаленных с поверхности включений. Примеси также в большинстве случаев можно назвать включениями, поэтому вы также можете определить этот дефект, обращая внимание на поверхности, с которых недавно были удалены примеси.
Влияние пор и включений на материал
Поскольку гладкая поверхность остается желаемой целью большинства ювелиров, невозможно пренебрегать эффектом, который могут вызвать поры и дефекты включения. Этот механизм дефекта может привести к тому, что люди наткнутся на изуродованную поверхность после отливки. Исправление этого дефекта, несомненно, будет стоить вам больше средств.
Возможные решения
При порах и дефектах включений, оставляющих видимый след, первое, что приходит в голову многим ювелирам, — это попробовать полировку — к сожалению, это только усугубляет дело. Лучшая альтернатива порам и дефектам включения – расплавить материал и начать все сначала.
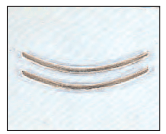
5.8, Плавники
Процедура литья по выплавляемым моделям широко известна как самая простая и экономически эффективная, но из-за ее сверхъестественной способности оставить ваш конечный продукт в руинах, если не будут приняты меры предосторожности, этому процессу приписывают множество распространенных механизмов дефектов.
При литье с повышенным давлением на паковочную массу могут возникнуть дефекты плавников. Сплавы с высоким содержанием карата известны своей более высокой плотностью. Работая при более высокой плотности по сравнению с большинством других сплавов, формовочная масса подвергается повышенному давлению.
Это повышенное давление прокладывает путь для образования плавников на поверхности материала. Использование некачественных паковочных материалов также может привести к дефектам ребер.
Выявление дефектов плавников
Ребра обычно появляются на краях отлитого материала. Они представлены стройными отростками из металлических материалов. Этот дефектный механизм можно определить визуально только после того, как паковочная масса и восковое дерево будут разделены на два отдельных объекта.
Ребра имеют неправильную форму и могут быть сформированы на дне колбы, где давление самое высокое. Хотя плавники обычно проявляются изолированно, существуют сценарии, в которых вы можете точно определить их присутствие в материале, исследуя поверхность. Большинство материалов, обладающих этим механизмом дефекта, обычно имеют шероховатую поверхность.
Влияние плавников на материалы
Вряд ли вы найдете ювелира, который хотел бы, чтобы конечный продукт не обладал привлекательной природой, которой желает мировой рынок. Дефект ребра, возможно, не может вызвать механические или структурные недостатки, но его способность оставлять ювелирам шероховатую поверхность заслужила ярлык «рентабельного и трудоемкого предприятия».
Возможные решения
Уделение надлежащего внимания и времени для создания прочной и точной паковочной смеси будет иметь большое значение для обеспечения того, чтобы проблема механизма дефекта ребра не возникала. Проблемы с ребрами можно устранить путем полировки и очистки готовой детали.
5.9, Усадочная пористость
Усадочная пористость является одним из немногих механизмов дефектов, которые могут возникнуть в результате плохо спроектированных моделей. Работа с моделью, которая не имеет эффективного литникового дизайна, устранит способность расплавленных металлов заполнять пустые пространства до того, как произойдет затвердевание.
Очевидно, что для того, чтобы произошло затвердевание, жидкие металлы должны сжаться. В сценариях, когда расплавленный металл, помещенный в плохо спроектированную модель без достоверного учета потока расплава, подвергается быстрому охлаждению, происходит процесс затвердевания, который может привести к усадочной пористости.
Определение усадочной пористости
В отличие от большинства других распространенных дефектов, возникающих во время литья, усадочная пористость представляет собой несколько более сложную проблему и может нанести серьезный ущерб конечному изделию, если не будут предложены надежные решения.
Известно, что после затвердевания металла вы не можете легко получить доступ к порам, образовавшимся невооруженным глазом. Хотя бывают случаи, когда дефекты видны невооруженным глазом в виде черных пятен.
Чтобы проверить наличие проблем с усадочной пористостью, вы можете использовать микроскоп или устройство аналогичного типа для проверки наличия пор, соединенных в форме дендритов.
Влияние усадочной пористости на материалы
Дефекты усадочной пористости оставляют место для зазоров внутри материала. Его присутствие в материале создает промежутки между уровнями микроструктуры, что повышает его склонность к разрушению. Это также может привести к механическим повреждениям в ситуациях, когда к материалу прилагается напряжение или сила.
Возможные решения
Из-за того, что этот дефект становится видимым только после того, как произошло затвердевание, вы не найдете много возможных решений, кроме как начать все сначала. Чтобы избежать повторения этого дефекта, постарайтесь разработать модель таким образом, чтобы ворота и каналы были оптимизированы для свободного и легкого обтекания материала расплавленным металлом.
Глава 6:Вывод
Литье ювелирных изделий датируется 700 годом до нашей эры. С момента своего создания были созданы сотни известных процессов литья ювелирных колец. Такие металлы, как золото, серебро и платина, считаются лучшим материалом для отливки ювелирных изделий из-за их пластичности и редкости в земной коре.
Независимо от того, представляете ли вы традиционный процесс литья ювелирных изделий, содержащийся в этом изделии, или знаменитую машину для литья ювелирных изделий под вакуумом и оборудование для литья по выплавляемым моделям, которые мы предлагаем, кажутся идеальным вариантом, есть два обязательных момента: «Время и деньги». Литье ювелирных изделий — это напряженная работа, без надлежащей подготовки и инвестиций изучение рентабельности, которую предлагает ремесло, было бы невозможным.
Часто задаваемые вопросы
Каковы вероятные причины появления мелких пузырьков на литье?
Когда инвестиции слишком порочны; 2. Когда рабочее время, отведенное на инвестиции в колбу для дегазации, слишком короткое; 3. Когда пузырьки прилипают к рисунку.
Затрачено ли специальное время на смешивание паковочной массы и подготовку формы?
На смешивание паковочной массы не выделяется определенное время, однако, если вы хотите получить удовольствие от плавного и чистого процесса литья, необходимо использовать порошковый смеситель при смешивании паковочной массы.
Как удалить пористую поверхность при литье?
Чтобы убрать пористую поверхность при отливке, добавьте к литнику резервуары.
Почему после литья у меня появляется ямчатая поверхность?
Язвенная поверхность обусловлена зольным остатком, образующимся в результате неполного выгорания.
Помимо восковой терморучки, какие другие жизнеспособные альтернативы доступны для соединения отпечатка с восковым деревом?
В случаях, когда рисунок слишком хрупок для восковой терморучки, вы можете использовать быстросохнущую эпоксидную смолу или суперклей, чтобы приклеить рисунок к восковому дереву.
Каковы последствия оплавления металла в форме?
Наплавление металла может привести к ослаблению паковочной массы, в результате чего она может треснуть или повредиться во время выгорания.
Есть несколько вещей, которые вы можете попробовать, когда при литье образуются неровные капли. Некоторые из примечательных решений — это уменьшение количества воды во время заливки, увеличение необходимого времени отверждения после заливки, создание больших промежутков между рисунками смолы.
Являются ли они домашними методами полировки ювелирных изделий?
Есть несколько домашних способов полировки ювелирных изделий. Чтобы получить подробные инструкции по всем необходимым процессам, вы можете ознакомиться с этой статьей.
Что такое литье ювелирных изделий по выплавляемым моделям?
Литье ювелирных изделий по выплавляемым моделям — это процесс создания дубликата металлической скульптуры из оригинала. Он отличается точностью, которую он обеспечивает.
Для чего используется литейный воск?
Воск для литья требуется при разработке прекрасного ювелирного изделия. После литья воска расплавленный материал выливают в форму, которую затем оставляют для образования затвердевшего материала.
Какой тип воска используется для литья по выплавляемым моделям?
Для литья по выплавляемым моделям могут использоваться различные типы воска. Предпочтительный выбор зависит от части восковой модели, над которой вы работаете. Доступные воски: воски с наполнителем, воски без наполнения или без наполнения, воски для бегунов, водорастворимые воски, ремонтные воски и липкие воски.
Какие материалы можно использовать для литья?
Материал, который можно использовать для литья металла, включает титановый сплав, серый чугун, алюминиевый сплав, сталь, медь и цинк.
Является ли литье по выплавляемым моделям дорогим?
По сравнению с большинством других форм литья, литье по выплавляемым моделям немного дороже. Обратите внимание, что большинство других форм литья не могут обеспечить гладкую поверхность и механические свойства, которые обеспечивает литье по выплавляемым моделям.
Почему этот метод называется методом потерянного воска?
Литье по выплавляемым моделям также известно как литье по выплавляемым моделям, потому что вначале создается восковая модель в соответствии с желаемой моделью литья, затем жидкий металл вставляется в форму, а восковая модель расплавляется и стирается. Металл затвердевает и приобретает нужную форму, похожую на литейную модель.
Каковы преимущества литья по выплавляемым моделям?
Основным преимуществом литья по выплавляемым моделям является то, что в отличие от традиционных процедур литья, когда расплавленный металл зависит от силы тяжести, чтобы течь в полости формы, литье по выплавляемым моделям гарантирует, что расплавленный металл нагнетается в полости формы либо под действием центробежной силы, либо под действием силы тяжести. метод вакуумного литья.
Что такое процесс вакуумного литья?
Процесс вакуумного литья представляет собой метод, при котором используется вакуум для втягивания жидкого материала в форму. Этот процесс используется, когда возникает проблема захвата воздуха, имеются сложные детали или подрезы, или если материал армирован волокном или проволокой.
Что такое припуск на усадку при литье?
Допуск на усадку при литье известен как время во время литья, в течение которого используемый материал дает усадку {уменьшается в размерах и объеме}. Усадка, возникающая на первых двух стадиях литья, называется усадкой жидкости, а усадка на третьей стадии называется усадкой твердого тела.
В чем разница между формой и литьем?
Форма — это слепок объекта или организма, в то время как слепок можно рассматривать как последний шаг, который следует за формой. Примечательно, что это два разных процесса в изготовлении ювелирных изделий, потому что только после создания формы вы можете отлить.
Какие материалы можно использовать в качестве форм для литья олова?
Материалы, необходимые для изготовления формы во время литья олова, включают предмет для литья, маленькую коробку, глину, не содержащую серы, резину RTV, спрей для снятия формы, жидкий олово и детскую присыпку.